联系人:张经理
手 机:13393269368
传 真:0316-5063733
网 址:www.lftengyuejixie.com
地 址:河北省廊坊市文安县文安城西彭耳湾东
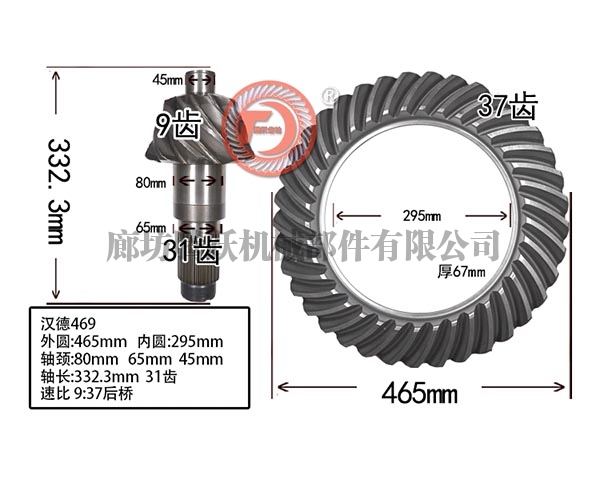
加工盆角齿的方法主要有成形法和展成法两类。成形法切齿 利用与被切齿轮齿槽轮廓相同的成形刀具或成形砂轮,由分度机构将工件分齿逐齿切出,常用的有铣齿、拉齿、磨齿。利用盘形齿轮铣刀在铣床上加工或利用指形齿轮铣刀在有单齿分度机构的滚齿机上加工.
前者利用分度头分齿,适于加工中、小模数齿轮;后者适于加工模数大于10毫米的齿轮。由于不同模数或齿数的齿轮齿形不同,在理论上,一把成形齿轮铣刀只适用于加工一种模数和齿数的齿轮。但在实际生产中,为了减少铣刀数量,通常用一把齿轮铣刀加工同一模数而齿数在一段范围内的齿轮,因此铣齿所得齿形常有较大误差。利用铣齿方法可以加工直齿、斜齿、人字齿圆柱齿轮,也可加工齿条和扇形齿轮等。铣齿的生产率低,加工精度也较低,通常为9级,但能在万铣床上进行,刀具制造也较容易,故铣齿仍有应用。

盆角齿的传动精度要求齿轮的制造精度对机器的工作性能、承载能力、噪声及使用寿命影响很大,所以其制造必须满足齿轮传动的使用要求。传递运动的准确性要求齿轮在一转中的转角误差限制在一定范围内,使齿轮副传动比变化小,确保传递运动准确。传递运动的平稳性要求齿轮一齿范围内的转角误差限制在一定范围内,使齿轮副瞬时传动比变化小,以保证齿轮传动平稳,无冲击,振动和噪声小。载荷分布的均匀性要求传动中工作齿面接触良好,以保证载荷分布均匀。杏则将导致齿面应力集中,过早磨损而降低使用寿命。
齿侧间隙的合理性要求啮合轮齿的非工作齿面留有一定的侧隙,以便储存润滑油,补偿弹性变形和热变形及齿轮的制造和安装误差。齿坯的主要技术要求齿坯的内孔、端面常被用作齿轮加工、检验和安装的基准。因此盆角齿的基准孔的直径公差和基准端面的端面跳动有相应的要求。